





提案・解決事例
金属熱処理のお困り事やご要望は、共和熱処理までお問合せください!
㈱共和熱処理は、創業以来、素形材専門の熱処理メーカーとして、小型メッシュ式連続炉とHSバーナー搭載バッチ炉の性能を最大限に利用し、焼入れ・焼もどし、焼ならし、焼なましなどの熱処理を行い、日々『高品質・短納期・適正価格』を目標に日々努力しております。中でも、様々な業界から寄せられたお困り事に一つひとつお応えし、金属熱処理のプロとしてご提案致します。
材料の硬度
材料が硬くて、
加工ができません。


性質の向上
機械的性質を良くすると、
ひずみが出ます。

内部応力の除去
加工・溶接などで蓄積した、内部応力を抜けますか?

品質の安定
品質のばらつきを、
なくすことは可能ですか?

大型ワーク×
少ロット
大型ワークの熱処理を、
少ロットで対応できますか?

提案・解決事例
解決事例1:「部品加工に適した熱処理方法が分かりません。」

パーキングギヤ(SCR420)
[冷間鍛造・切削加工・穴あけ加工について]
冷間鍛造用の場合は、球状化焼なましで、できるだけ軟化させますが、切削用の場合は適度の硬さをもつフェライト・パーライト組織とする熱処理条件を設定します。
[お客様からのご相談内容]
浸炭用部品の切削加工の為、フェライトバンドが無く、またベイナイトも生成しない条件で焼ならしして欲しい。
[共和熱処理の対応]
フェライトバンドを生成する高温域と、ベイナイトを生成する中温域の冷却速度をコントロールすることにより、ミクロ組織と硬さを満足させる熱処理条件を設定し、実施しました。
解決事例2:「機械的な性質を向上させると、ひずみが出てしまいます。」
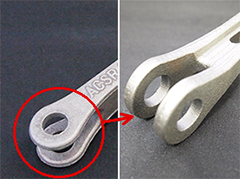
スパー(FCD450)
「ひずみ」が出やすい部分でも、均一な状態を保持できるよう処理します。
[製品ひずみについて]
加熱・冷却時に製品中の温度差が大きいほど、熱処理後の製品に大きな「ひずみ」が発生します。
[お客様からのご相談内容]
肉厚が不均一な部品の「ひずみ」が大きく、後工程の切削加工で黒皮残りが発生するのを防止してほしい。
[共和熱処理の対応]
当社では、連続炉処理・バッチ炉処理どちらにおいても、製品を整列セットして熱処理を行なうことにより、製品全体が均一に加熱・冷却するようにしています。
解決事例3:「加工や溶接時に蓄積された、内部応力を除去してもらえませんか?」

[応力除去について]
冷間加工や溶接などを行なうと、製品内部に応力が蓄積され、経年変形や時効割れが発生する可能性があります。
[お客様からのご相談内容]
できるだけ低コストで内部応力を除去して欲しい。
[共和熱処理の対応]
材料と溶接方法、部位から残留応力レベルを推定し、適切な加熱・冷却条件を選定し、応力除去焼なましを実施しました。
解決事例4:「品質のばらつきを極力なくしてほしいです。」


ブラケット(SUS630)
[品質ばらつきの原因について]
製品1ヶ毎に温度が均一でないことによって、熱処理後のミクロ組織や硬さがバラつき、形状(ひずみ)も変化します。
[お客様からのご相談内容]
同一ロット内での品質バラつき及び、ロット間の品質バラつきを小さくして欲しい。
[共和熱処理の対応]
①設備対応
→測温精度・炉内温度分布を定期的に測定し保証しています。
②作業対応
→熱処理条件書・QC工程表の作成と、社内品質パトロール・お客様の工程監査による正確な作業管理体制のもと常にバラつきのない製造ができるようにしています。
③人的対応
→技能士資格教育・熱処理チャレンジャー講座などの各種講習への参加など、常時スタッフの能力向上に努めています。
解決事例5:「大型ワークの製品を3個といった、小ロット対応は可能でしょうか?」
[大型ワークについて]
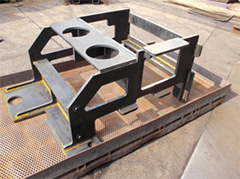
[お客様からのご相談内容]
高合金大型鍛造金型の加熱割れ・焼割れを防止し、硬さバラつきの小さい焼入れ焼もどし処理をして欲しい。
[共和熱処理の対応]
2段階加熱、引き上げ焼入れ、1~3次焼もどしを行ない、ブリネル硬さ測定(9点測定)にて品質確認を行ないました。